
Les 6 erreurs de tolérance les plus courantes commises par les ingénieurs en mécanique et comment les corriger
Table des matières

Les tolérances techniques guident chaque pièce fabriquée. Elles définissent l'ampleur des variations de taille, de forme, d'angle ou de position qu'une pièce peut subir tout en continuant à fonctionner correctement. Dans les caoutchouc silicone liquide lsr moulage par injection Dans les projets de machines, une planification intelligente des tolérances permet souvent de réduire les rebuts, d'accélérer l'outillage et d'abaisser le prix unitaire.
De nombreux ingénieurs se concentrent d'abord sur la solidité ou l'apparence de la conception. Pourtant, les choix en matière de tolérance déterminent souvent si un produit sera lancé en douceur ou si le budget sera rapidement épuisé. Une surépaisseur, même minime, peut entraîner un ralentissement de l'usinage, un remaniement du moule, une inspection supplémentaire ou des blocages au niveau de l'assemblage.
Ce guide explique les erreurs de tolérance les plus courantes et propose des solutions pratiques. Si vous fabriquez des joints moulés, des pièces médicales, des couvercles électroniques ou des assemblages de précision, ces points sont importants.
Que sont les tolérances d'ingénierie ?
Une tolérance définit l'écart acceptable par rapport aux dimensions nominales. Aucun processus ne permet d'obtenir des pièces de taille identique. Des variations existent toujours.
En voici quelques exemples :
- Diamètre du trou ±0,05 mm
- Planéité 0,10 mm
- Position 0,08 mm
- Etat de surface Ra 0,8 µm
Sans limites, les fournisseurs devinent. Si les limites sont insuffisantes, les coûts grimpent en flèche.
Pour les pièces moulées en silicone, les tolérances dépendent de :
- Taux de rétrécissement des matériaux
- Précision du moule
- Stabilité du durcissement
- Usure des outils
- Contrôle de la température
- Changement post-cure
- Méthode de mesure
C'est la raison pour laquelle il est utile d'avoir l'avis des fournisseurs à un stade précoce.
Pourquoi les tolérances influencent-elles le coût, la qualité et le rendement ?
Des tolérances plus strictes nécessitent généralement une production plus lente. Elles peuvent également nécessiter un outillage de qualité supérieure, des machines stables, un personnel d'installation qualifié et un temps d'inspection plus long.
Des tolérances serrées peuvent réduire les coûts. Toutefois, si elles sont trop lâches, des fuites, des bruits, des vibrations, un mauvais ajustement ou des lacunes esthétiques peuvent apparaître.
Les meilleures pratiques consistent donc à faire coïncider la tolérance et la fonction.
En caoutchouc silicone liquide lsr moulage par injection Pour les programmes de machines, une planification adéquate des tolérances peut améliorer la situation :
- Équilibre de la cavité du moule
- Contrôle du flash
- Ajustement de l'assemblage
- Etanchéité par compression
- Répétabilité
- Rendement final
Les 6 erreurs de tolérance les plus courantes commises par les ingénieurs
Appliquer des tolérances serrées partout
Certains dessins indiquent ±0,01 mm sur presque toutes les caractéristiques. Cela apporte rarement une valeur ajoutée.
Les surfaces non critiques nécessitent souvent des bandes plus larges. Conservez les limites étroites pour les lèvres d'étanchéité, les raccords rapides, les faces optiques ou la géométrie d'accouplement.
Fixer :
Classer les caractéristiques par fonction :
- Critique
- Important
- Cosmétique
- Référence uniquement
Ensuite, ne serrez que ce qui compte.
Ignorer la capacité des processus
Chaque processus a des limites naturelles. Le fraisage CNC diffère de l'emboutissage. Le moulage par compression diffère de l'injection de LSR.
Si le tirage au sort exige des chiffres impossibles à atteindre, des retards s'ensuivent.
Fixer :
Demander au fournisseur des données réalistes sur la capacité Cp/Cpk avant la mise sur le marché. Alignez ensuite la conception sur la réalité du processus.
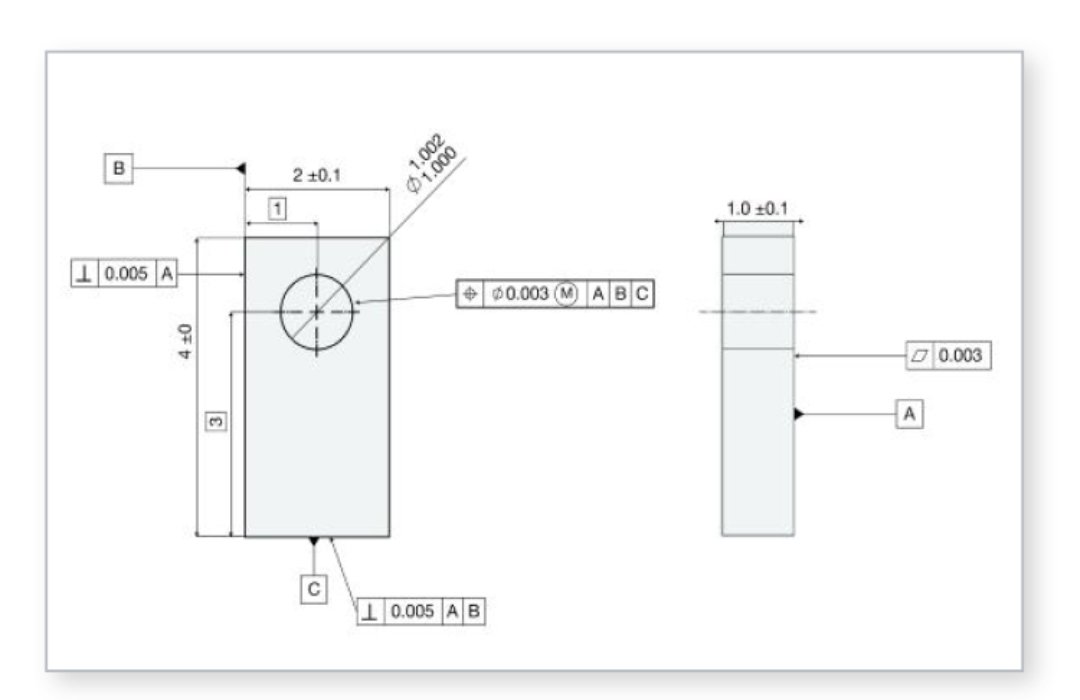
Absence de GD&T sur les caractéristiques fonctionnelles
De simples cotes plus/moins ne permettent pas de contrôler entièrement l'emplacement, la concentricité ou la planéité dans de nombreux assemblages.
Fixer :
Utiliser la méthode GD&T si nécessaire :
- Position pour les modèles de trous
- Planéité des tampons d'étanchéité
- Perpendicularité des arbres
- Profil pour les contours moulés
Cela permet souvent d'améliorer la clarté et de réduire les litiges.
Empiler trop de dimensions
Les longues chaînes de dimensions créent des erreurs cumulatives. Une caractéristique finale peut dériver de façon négative à chaque étape franchie.
Fixer :
Dimensionner à partir de points de référence communs au lieu d'enchaîner les éléments les uns après les autres.
Cela permet d'améliorer rapidement la répétabilité.
Oublier le comportement matériel
Le métal se dilate sous l'effet de la chaleur. Les matières plastiques rampent. Le silicone se comprime et rebondit.
Les concepteurs copient parfois des tolérances métalliques sur des pièces en élastomère. Cela pose des problèmes.
Fixer :
Pour les pièces en silicone, définir les dimensions en état de fonctionnement lorsqu'elles sont comprimées ou assemblées si la fonction dépend de la charge.
Pas de stratégie d'inspection
Une tolérance sans méthode de mesure est source de chaos. Deux équipes peuvent mesurer différemment la même caractéristique.
Fixer :
Indiquer le type de jauge, la configuration du système de référence, le plan d'échantillonnage et les conditions d'inspection à un stade précoce.
Comment choisir la bonne tolérance
Commencez par la fonction. Posez une question :
Quelle défaillance se produit si cette caractéristique se déplace ?
Choisissez ensuite la tolérance en fonction du risque.
Bon cadre :
- Surfaces d'étanchéité = plus étanches
- Murs cosmétiques cachés = plus larges
- Bosses non accouplées = plus larges
- Ajustements des roulements = plus serrés
- Lèvres souples en silicone = gamme fonctionnelle
Comparez également le volume annuel. Les outils à fort volume justifient plus facilement des améliorations de précision que les pilotes à faible volume.
Conseils en matière de tolérance pour les projets de moulage en silicone
Le silicone se comporte comme une résine rigide. Il fléchit, se rétracte et peut légèrement varier après polymérisation.
Pour caoutchouc silicone liquide lsr moulage par injection la production de machines, utilisez ces habitudes :
- Maintenir une épaisseur de paroi équilibrée
- Éviter les bords fins et tranchants susceptibles de provoquer des éclairs
- Ajouter des zones de soutien à l'arrêt
- Concevoir des lignes de séparation nettes
- Utiliser des projets réalistes si nécessaire
- Confirmer le changement dimensionnel après la polymérisation
Lorsque les joints d'étanchéité sont importants, il convient de tester les performances de l'assemblage plutôt que les dimensions seules.
Comment le choix des tolérances affecte le coût de l'outillage
Un dessin plus serré signifie souvent :
- Précision accrue de l'acier de moulage
- Meilleure conception des évents
- Plus d'heures de polissage
- Accord supplémentaire de la cavité
- Phase d'échantillonnage plus longue
- Plus de contrôles d'assurance qualité
Par conséquent, l'assouplissement d'une caractéristique non critique peut permettre d'économiser des milliers d'euros.
Ceci est très important pour les programmes de silicone à cavités multiples.
Comment le xflsrmolding aide à réduire le risque de tolérance
xflsrmolding soutient les projets de silicone et de LSR sur mesure en procédant à un examen DFM avant le démarrage de l'outillage. Notre équipe vérifie l'équilibre des parois, les plans de joint, le comportement de rétraction, l'aération et les objectifs de tolérance réalistes.
Cet examen précoce permet aux acheteurs d'éviter des remaniements coûteux par la suite.
Pour les marques qui s'approvisionnent caoutchouc silicone liquide lsr moulage par injection les composants de la machine, la communication rapide et le retour d'information sur les dessins peuvent raccourcir le temps de lancement.
FAQ
Que se passe-t-il si les tolérances sont trop étroites ?
Les coûts augmentent rapidement. Le risque de rebut augmente. Les délais d'exécution s'allongent souvent.
Des tolérances plus étroites sont-elles toujours préférables ?
Non. La meilleure tolérance correspond à la fonction du produit et à la capacité du processus.
Pourquoi les pièces en silicone doivent-elles faire l'objet d'une planification spéciale des tolérances ?
Le silicone peut fléchir, se rétracter et réagir différemment du métal ou du plastique dur.
Les changements de tolérance peuvent-ils faire baisser le prix des moules ?
Oui. La réduction de la précision inutile permet souvent de réduire la complexité de l'outillage.
Dois-je utiliser la GD&T pour les pièces moulées ?
Oui, lorsque la localisation des caractéristiques ou les contrôles de profil fonctionnent.
Réflexions finales
Les grands ingénieurs ne recherchent pas les chiffres les plus petits. Ils choisissent les chiffres les plus intelligents.
Lorsque les tolérances correspondent à la fonction réelle, la production devient plus fluide, le rendement s'améliore et les coûts restent raisonnables. Cette règle s'applique fortement à toutes les caoutchouc silicone liquide lsr moulage par injection projet de machine.
Si vous avez besoin d'aide pour réviser les dessins de pièces en silicone, xflsrmolding peut contribuer à la planification des tolérances manufacturables avant le début de l'outillage.
