
Qu'est-ce que le moulage par injection LSR 2 Shot et comment fonctionne-t-il ?
Table des matières
Moulage par injection de LSR en 2 temps permet aux fabricants de combiner le moulage de caoutchouc de silicone liquide avec des thermoplastiques dans un cycle automatisé. Cette méthode résout les problèmes de collage tout en réduisant les étapes d'assemblage. C'est pourquoi de nombreux acheteurs choisissent le moulage par injection lsr 2 shot pour les dispositifs médicaux, les emballages cosmétiques et les joints de précision.
Parce que les attentes en matière de produits ne cessent de croître, les acheteurs exigent désormais une meilleure étanchéité, un toucher plus doux et une production plus propre. C'est pourquoi le moulage par injection lsr 2 shot ne cesse de gagner du terrain dans les secteurs réglementés.
Qu'est-ce que le moulage par injection LSR 2 Shot ?
Définition de base du moulage par injection lsr 2 shot
Le moulage par injection LSR en deux temps permet de former deux matériaux dans un moule au cours d'un cycle de production. Le premier coup injecte le substrat en plastique. La deuxième injection permet d'appliquer le caoutchouc silicone liquide directement sur la surface. Le collage se fait sans colle.
Par conséquent, les pièces finies sortent du moule entièrement assemblées. Le travail manuel diminue fortement. La répétabilité dimensionnelle s'améliore.
Pourquoi les acheteurs choisissent-ils ce processus ?
Les acheteurs sont souvent confrontés à la délamination des fuites et à la lenteur de l'assemblage. C'est pourquoi le moulage par injection lsr 2 shot élimine le risque de défaillance de l'adhésif. La vitesse de production augmente. La qualité des pièces reste stable sur de grands volumes.
Qu'est-ce que le moulage par injection multi-coups ?
Comprendre les principes de base du moulage par injection multiple
Le moulage par injection multi-coups consiste à injecter deux ou plusieurs matériaux de manière séquentielle à l'intérieur d'un moule. Chaque matériau joue un rôle fonctionnel distinct. Le silicone offre la flexibilité. Le plastique offre une structure.
En conséquence, les produits acquièrent de multiples propriétés sans opérations secondaires.
En quoi le multi-shot diffère-t-il du surmoulage ?
Le surmoulage se fait généralement en deux machines ou en deux étapes. Le moulage multi-coups maintient le processus à l'intérieur d'une seule presse. Par conséquent, le temps de cycle diminue et la précision de l'alignement s'améliore.

Techniques de fabrication du moulage par injection multi-coups
Moulage à platine rotative
Les systèmes à plateau rotatif font tourner le moule entre les prises de vue. La première cavité forme le plastique. La seconde cavité reçoit le silicone. Cette méthode convient à l'automatisation de grands volumes.
C'est pourquoi de nombreuses entreprises de moulage par injection lsr préfèrent les plateaux rotatifs pour une production stable.
Technologie des plaques d'indexation
Les plaques d'indexation font glisser les moitiés de moule entre les unités d'injection. L'alignement reste précis. Le coût de l'outillage reste modéré.
Cette méthode fonctionne bien pour les projets de complexité moyenne.
Moulage du dos de l'âme
Les systèmes de noyautage déplacent les sections internes du moule pendant le cycle. La forme du plastique change avant l'injection de silicone. Les concepteurs bénéficient d'une plus grande liberté pour les géométries complexes.
Cependant, la conception d'outils exige de l'expérience.
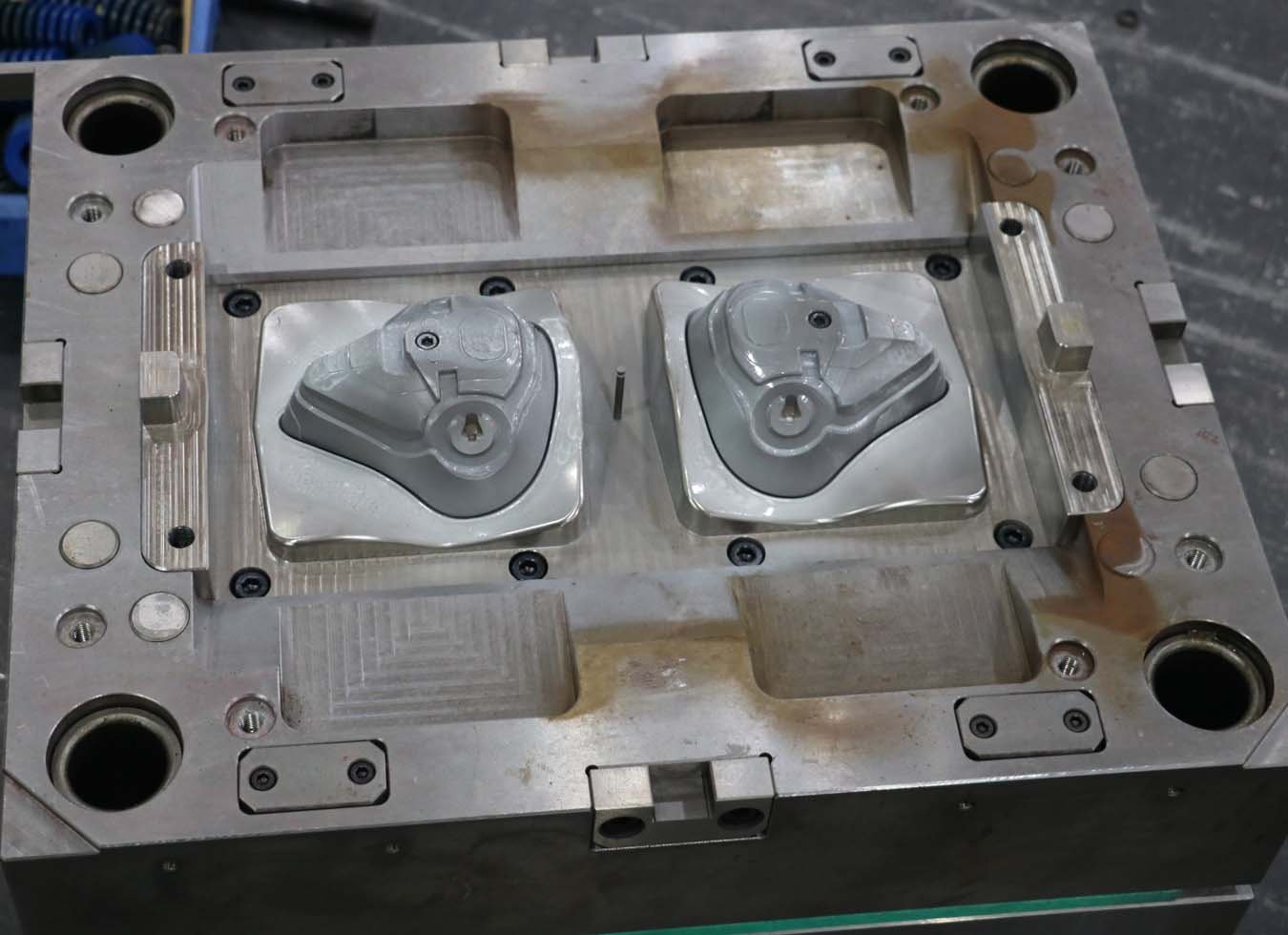
Processus de moulage par injection de LSR à l'intérieur de la production en deux temps
Première étape : l'injection plastique
Le substrat plastique se forme en premier. Le matériau refroidit partiellement. La surface reste réceptive au collage du silicone.
Les résines comme le PP PC ou le PBT s'associent souvent bien.
Deuxième étape : l'injection de silicone
Le moulage du caoutchouc de silicone liquide suit immédiatement. Le silicone s'écoule doucement dans les zones d'interface. La liaison chimique se produit pendant la polymérisation.
Grâce à la précision du timing, la force de liaison reste élevée.
Démoulage et inspection
Les bras robotisés retirent les pièces finies. Aucun durcissement de la colle n'est nécessaire. L'inspection visuelle confirme l'intégrité du joint.
La production reste donc constante.
Avantages du moulage par injection de LSR 2 Shot pour les acheteurs
Forte adhérence des matériaux
La liaison chimique élimine le risque de décollement. Les pièces résistent aux flexions répétées. C'est important pour les joints de valves et les boutons.
Les acheteurs évitent les échecs sur le terrain.
Moins d'étapes d'assemblage
Deux matériaux se combinent à l'intérieur du moule. Le travail d'assemblage disparaît. Les lignes de production sont simplifiées.
Par conséquent, le coût total par pièce diminue souvent.
Fabrication propre
Le moulage de caoutchouc de silicone liquide permet d'utiliser des systèmes fermés. Aucun adhésif ne dégage de fumées. La compatibilité avec les salles blanches est améliorée.
Les projets médicaux en bénéficient grandement.
Liberté de conception
Les ingénieurs placent les zones souples exactement là où elles sont nécessaires. La texture de la prise en main s'améliore. Les lèvres d'étanchéité se forment avec précision.
La différenciation des produits s'accroît.

Applications utilisant le moulage par injection de LSR 2 Shot
Dispositifs médicaux
Les valves d'administration de médicaments, les joints de seringues et les boîtiers portables utilisent cette méthode. La biocompatibilité est importante dans ce domaine.
Le LSR se fixe solidement sur les boîtiers en plastique.
Electronique grand public
Les joints des boutons et les joints d'étanchéité bénéficient de zones en silicone souple. Les appareils survivent à l'exposition à l'humidité.
La vitesse d'assemblage est importante pour les marques d'électronique.
Emballage cosmétique
Les capuchons à bascule, les joints de pompe et les applicateurs bénéficient d'une sensation de qualité supérieure. Le moulage en caoutchouc de silicone liquide améliore la réponse tactile.
La prévention des fuites améliore l'attrait des rayons.
Conseils de conception pour le succès du moulage par injection à 2 composants
Compatibilité des matériaux d'abord
Tous les plastiques n'adhèrent pas de la même manière au silicone. Choisissez des résines dont l'adhérence au silicone a été testée.
Consulter à temps les entreprises de moulage par injection lsr.
Epaisseur de la paroi de contrôle
Même le flux de silicone est important. Les changements brusques d'épaisseur créent des pièges à air. Les sections uniformes durcissent plus rapidement.
Les concepteurs devraient simplifier la géométrie.
Planification de l'emplacement des portes
L'emplacement de la porte influe sur la qualité du collage. Le silicone doit pénétrer en douceur dans les zones de collage.
Les outils de simulation permettent d'éviter les erreurs d'essai.
Stratégie d'aération
L'air doit s'échapper proprement. Une mauvaise ventilation provoque des vides. Les micro-évents permettent d'obtenir une meilleure finition de la surface.
La précision de l'outillage est importante à cet égard.
Les facteurs de coût que les acheteurs doivent évaluer
Investissement dans l'outillage
Les moules à deux tirages sont plus coûteux au départ. Toutefois, l'automatisation compense les dépenses lors de la production en série.
Le retour sur investissement à long terme reste solide.
Volume de production
Les projets à fort volume en bénéficient le plus. Les programmes à faible volume peuvent avoir du mal à recouvrer les coûts d'outillage.
Les prévisions de volume guident la décision.
Réduction du risque de qualité
Les défauts d'assemblage disparaissent. Les réclamations au titre de la garantie diminuent. La satisfaction des clients augmente.
Les économies cachées l'emportent souvent sur les dépenses d'outillage.
Choisir des entreprises de moulage par injection de LSR fiables
Soutien technique approfondi
Les bons partenaires examinent les conceptions à un stade précoce. Ils suggèrent des combinaisons de matériaux et des changements de portails.
Cela permet d'éviter des révisions coûteuses.
Expérience en matière d'outillage
L'outillage à deux coups nécessite un alignement de précision. L'expérience réduit les cycles d'essai.
Demandez des exemples de projets similaires.
Validation des processus
Les acheteurs du secteur médical exigent des documents. Les fournisseurs réputés fournissent des dossiers IQ OQ PQ.
La conformité protège les lancements de produits.
Lorsque le moulage par injection LSR 2 Shot ne convient pas
Volume de production très faible
Les séries de prototypes peuvent favoriser un surmoulage plus simple. Le coût de l'outillage peut l'emporter sur les avantages.
Évaluer soigneusement la demande liée au cycle de vie.
Épaisseur extrême de la pièce
Les sections de silicone très épaisses durcissent lentement. Le moulage en une seule fois peut s'avérer plus efficace.
L'examen de la conception clarifie les limites.
Tendances futures de la technologie LSR à tirs multiples
L'automatisation continue d'augmenter. La demande de micro-pièces augmente. La fabrication propre reste une priorité.
C'est pourquoi lsr 2 shot injection molding se développera sur les marchés des biens de consommation de santé et de l'électronique.
Les fournisseurs qui investissent tôt prennent de l'avance.
Dernières réflexions pour les acheteurs
Moulage par injection de LSR en 2 temps résout les problèmes d'assemblage et de qualité du collage en un seul processus contrôlé. Les acheteurs gagnent en cohérence, en rapidité et en liberté de conception. Toutefois, le succès dépend de l'association correcte des matériaux et de partenaires de fabrication expérimentés.
Une consultation précoce permet d'économiser des frais ultérieurs.
