マルチショット射出成形製造技術
ロータリープラテン成形
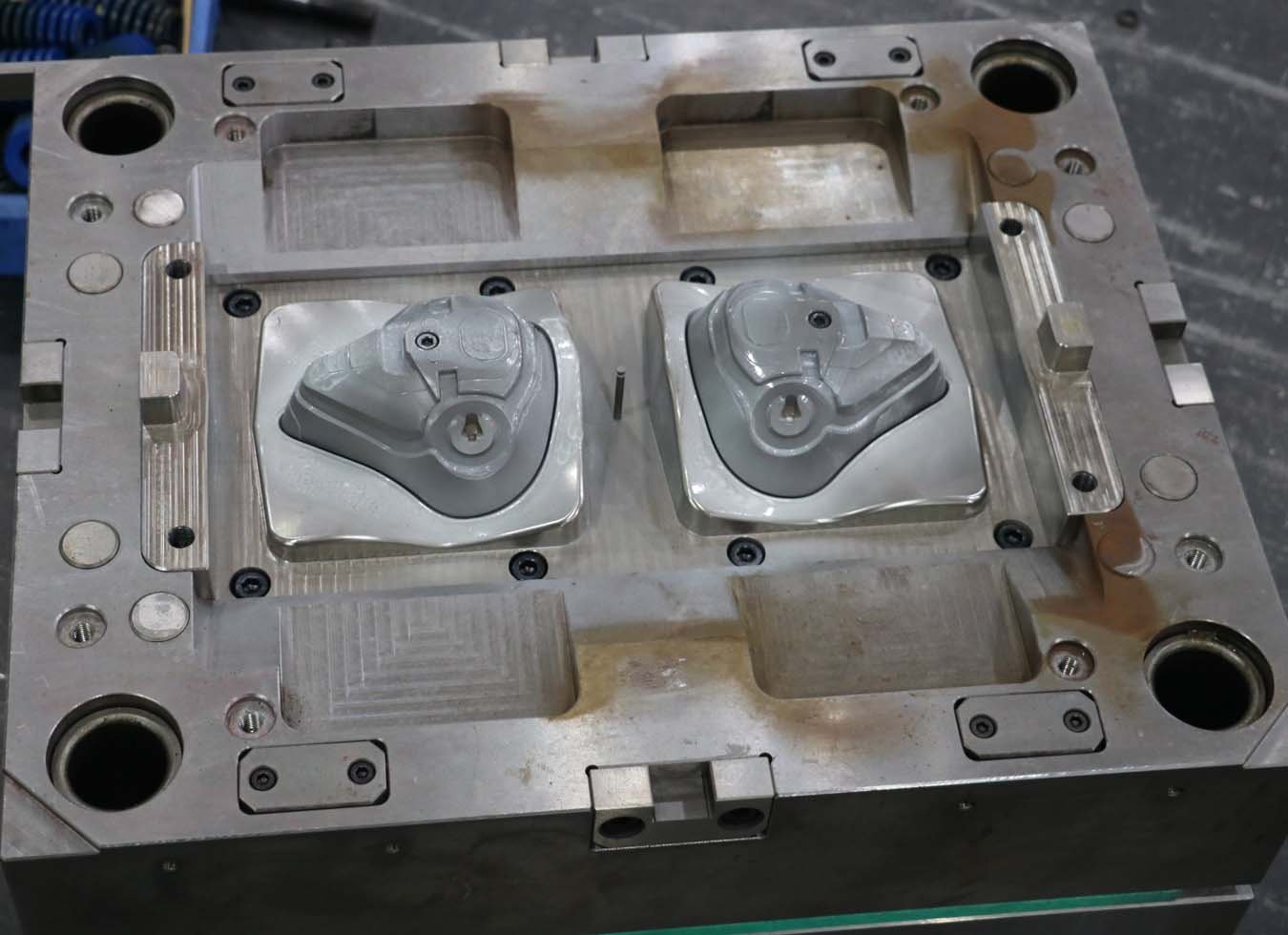
ロータリープラテンシステムはショット間で金型を回転させる。第一キャビティでプラスチックを成形。第二キャビティはシリコーンを受け取る。この方法は、大量の自動化に適しています。.
そのため、多くのLSR射出成形会社は、安定した出力のためにロータリープラテンを好んでいる。.
インデックスプレート技術
インデックスプレートは、射出ユニット間で金型の半分をスライドさせます。アライメントは正確なままです。金型費用は抑えられます。.
この方法は、中程度の複雑さのプロジェクトに適している。.
コアバックモールディング
コアバックシステムは、サイクル中に金型内部を移動させる。シリコンショット前にプラスチック形状が変化複雑な形状の自由度が増します。.
しかし、金型設計には経験が求められる。.